
ОАО «Гомельдрев»
Многолетний опыт в производстве мебели, применяемый с учетом современных технологий, новейших дизайнерских разработок, стандартов качества позволяет предприятию наращивать объемы продаж на внутреннем рынке и успешно вести работу по расширению географии и увеличению поставок на экспорт.
Со многими партнерами предприятие связывают деловые и дружеские отношения на протяжении десятков лет.
Продукция
Ламинированная МДФ (ЛМДФ) обладает всеми достоинствами МДФ, обеспечивая при этом большой выбор декоров. Благодаря своим характеристикам ЛМДФ подходит для изготовления мебели, интерьеров, выставочного оборудования и другой отделки.

Фанера ФК изготавливается из лиственных пород деревьев. Клеевой состав на основе карбамидоформальдегидной смолы определяет ее использование внутри помещений.

Доступный и практичный материал для оформления полов внутри помещений. Изготавливается из плиты высокой плотности ХДФ собственного производства.

Пиломатериалы - востребованный продукт, который используется в строительстве, производстве дверей и окон, мебельном производстве и других сферах.

Твердое топливо из опилок/щепы хвойных пород древесины или из древесной пыли березы и ольхи, получаемой при шлифовке фанеры.

Щепа из осины, березы, ольхи, ели и сосны. Используется в качестве биотоплива и для производства МДФ, ДСП, пеллет и др.

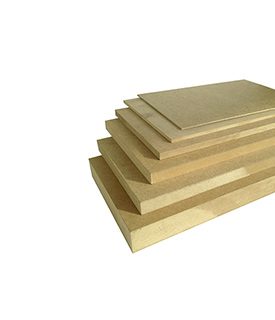
Плиты МДФ/ХДФ - материал с универсальными техническими характеристиками (с высокой термо- и влагоустойчивостью) и не подверженные образованию грибка и плесени.
Корпусная мебель из натуральной древесины в классическом и современном стиле.

Оборудование
К оборудованию
ANDRITZ
Оборудование для получения волокна, ANDRITZ. Технологическая щепа подается в бункер предварительной пропарки. Далее в варочный котел, где она в течении нескольких минут обрабатывается паром при температуре 150-170℃. Далее щепа поступает в размольную камеру рафинера, где происходит ее размол с получением древесного волокна.

Homag
Линия производства ламината, Homag. Ламинированная плита ХДФ подается на форматный раскрой, после чего отдельные ламели поступают на фрезерные станки, на которых происходит фрезерование замка и нанесение защитного состава на замок.

Hombak
Оборудование для окорки древесины, Hombak. Древесина в виде бревен подается в окорочную машину, где за счет механического воздействия с нее удаляется кора. Далее окоренная древесина подается в рубительную машину.

Hombak
Оборудование для получения технологической щепы, Hombak. Окоренная древесина подается в барабанную рубительную машину, в которой происходит ее измельчение в щепу. После чего, древесина проходит 2 стадии сортировки (механическую и пневматическую) при этом происходит отделение мелкой и крупной некондиционной щепы.

Siempelkamp
Линия осмоления и сушки древесного волокна, Siempelkamp. На влажное древесное волокно в установке "Ecoresinator" наносится связующее, после чего оно высушивается и далее подается на линию получения плит МДФ.

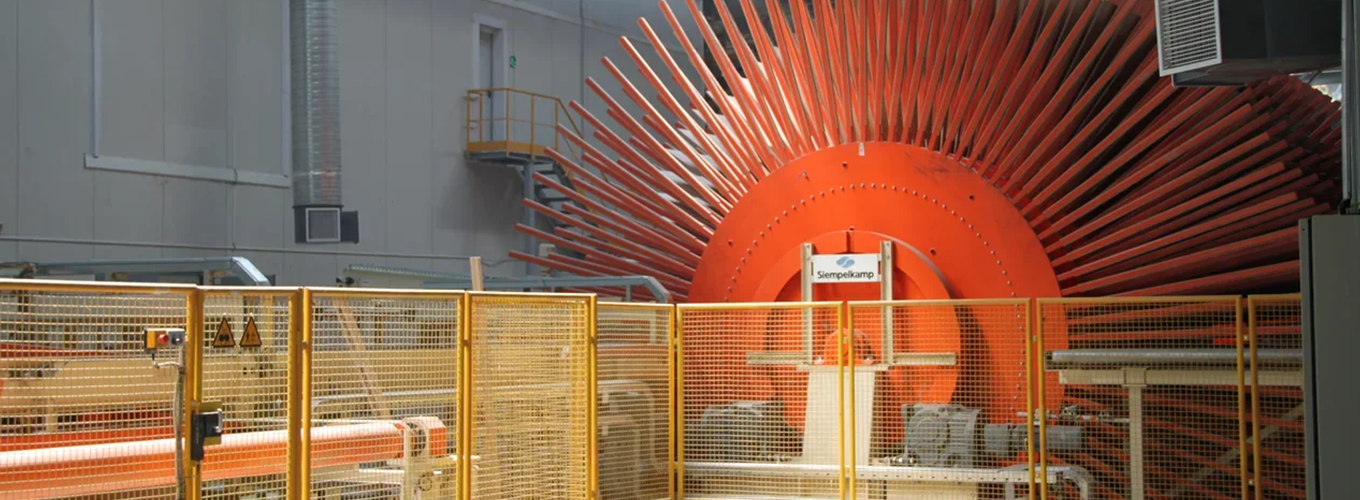
Siempelkamp
Линия получения плит МДФ, Siempelkamp. Осмоленное волокно проходит стадии сортировки предварительного прогрева и подается на линию формирования непрерывного древесноволокнистого ковра, где осуществляется формирование и подпрессовка. После чего древесноволокнистый ковер подается на проходной каландровый пресс непрерывного действия типа ContiRoll. Прессование плит происходит при температуре 180-200 ℃. После этого непрерывная древесноволокнистая плита поступает на станцию раскроя, где происходит ее распил на формат. Далее плита попадает на стадию охлаждения и промежуточный склад. На этом этапе происходит автоматическое удаление некондиционной плиты.

Siempelkamp
Линия ламинирования плит МДФ, Siempelkamp. Ламинирование может происходить с одной и двух сторон. Автоматические линии формируют пакет, который состоит из бумажно-смоляной пленки и плиты МДФ. На плиту могут укладываться также дополнительные упрочняющие виды пленок. После этого сформированный пакет подается в пресс периодического действия, где происходит склеивание пленки с плитой МДФ. Далее плита проходит стадию охлаждения, сортировки и подается на упаковку.
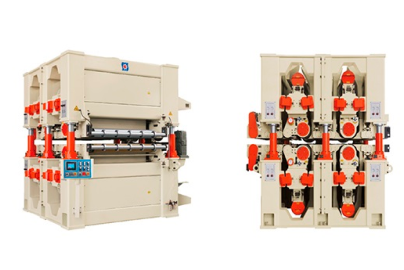
Steinemann
Линия шлифования, Steinemann.
После охлаждения и технологической выдержки, плиты поступают на линию шлифования, где происходит удаление части плиты для получения требуемой толщины и качества поверхности. После этого плита сортируется и подается на упаковку.

Tocio
Линия импрегнирования, Tocio. На линии импрегнирования происходит пропитка декоративной бумаги карбамидоформальдегидными и меламиноформальдегидными смолами, с введением специальных добавок.