Оборудование
К оборудованию
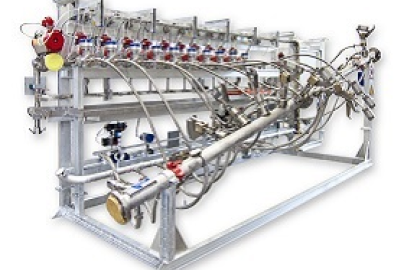
ANDRITZ
Оборудование для получения волокна, ANDRITZ. Технологическая щепа подается в бункер предварительной пропарки. Далее в варочный котел, где она в течении нескольких минут обрабатывается паром при температуре 150-170℃. Далее щепа поступает в размольную камеру рафинера, где происходит ее размол с получением древесного волокна.

ANDRITZ
Оборудования для окорки древесины, ANDRITZ. Древесина в виде бревен подается в окорочную машину, где за счет механического воздействия с них удаляется кора и далее окоренная древесина подается в рубительную машину.

Binos
Линия осмоления и сушки древесного волокна, Binos. На влажное древесное волокно наносится связующие, после чего оно высушивается и далее подается на линию получения плит МДФ.

Binos
Линия получения плит МДФ, Binos.
Осмоленное волокно проходит стадии сортировки предварительного прогрева и подается на линию формирования непрерывного древесноволокнистого ковра, где осуществляется формирование и подпрессовка. После чего древесноволокнистый ковер подается на проходной каландровый пресс непрерывного действия. Прессование плит происходит при температуре 170-180 ℃. После этого непрерывная древесноволокнистая плита поступает на станцию раскроя, где происходит ее распил на формат и далее на стадию сортировки и упаковки.
Burkle
Автоматическая линия покраски плит МДФ, Burkle. На линии покраски плита проходит через вальцовые станки, на которых происходит нанесение грунта, краски и лака. После нанесения каждого слоя лакокрасочного материала плита проходит через специализированное сушильное оборудование. Также возможно нанесение различных декоров. Для этих целей линия оснащена оборудованием и комплектом валов, на которых нанесен декоративный рисунок, например имитирующий текстуру дерева.
Coimal
Линия производства ламината Coimal. Ламинированная плита ХДФ подается на форматный раскрой, после чего отдельные ламели поступают на фрезерные станки, на которых происходит фрезерование замка и нанесение защитного состава на замок.

Dieffenbacher
Оборудование для окорки древесины, Dieffenbacher. Древесина в виде бревен подается в окорочную машину, где за счет механического воздействия с нее удаляется кора. Далее окоренная древесина подается в рубительную машину.

Dieffenbacher
Оборудование для получения технологической щепы, Dieffenbacher. Окоренная древесина подается в барабанную рубительную машину, где происходит ее измельчение в щепу. После чего древесина проходит 2 стадии сортировки (механическую и пневматическую) при этом происходит отделение мелкой и крупной некондиционной щепы.
Dieffenbacher
Линия осмоления и сушки древесного волокна, Dieffenbacher. На влажное древесное волокно в установке "Ecoresinator" наносится связующее, после чего оно высушивается и далее подается на линию получения плит МДФ.

Dieffenbacher
Линия получения плит МДФ, Dieffenbacher.
Осмоленное волокно проходит стадии сортировки предварительного прогрева, далее подается на линию формирования непрерывного древесноволокнистого ковра, где осуществлется формирование и подпрессовка. После чего древесноволокнистый ковер подается на проходной каландровый пресс непрерывного действия типа ContiRoll. Прессование плит происходит при температуре 180-200 ℃. Далее непрерывная древесноволокнистая плита поступает на станцию раскроя, где происходит ее распил на формат и далее на стадию охлаждения и промежуточный склад. Также происходит автоматическое удаление некондиционной плиты.

Dieffenbacher
Линия ламинирования плит МДФ, Dieffenbacher. Ламинирование может происходить с одной и двух сторон. Автоматические линии формируют пакет, который состоит из бумажно-смоляной пленки и плиты МДФ. При этом так же могут укладываться дополнительные упрочняющие виды пленок. После этого сформированный пакет подается в пресс периодического действия, где происходит склеивание пленки с плитой МДФ. Далее плита проходит стадию охлаждения, сортировки и подается на упаковку.
Homag
Линия производства ламината, Homag. Ламинированная плита ХДФ подается на форматный раскрой, после чего отдельные ламели поступают на фрезерные станки, на которых происходит фрезерование замка и нанесение защитного состава на замок.